Poligrat Magyarország Kft.
Szakterületünk a rozsdamentes nemesacél alapanyagok és gyártmányok felületkezelése. Magyarországon több mint 20 éve vagyunk meghatározó szereplője az ipari szegmensnek. Anyavállalatunk a német Poligrat Gmbh 60 éve fejleszt, gyárt felületkezelő anyagokat és nyújt szolgáltatásokat a partnerei részére.
Eljárásainknak köszönhetően értéktöbblet érhető el a terméken:
- a funkció javítása
- növelt élettartam
- jobb megjelenés, esztétikum
- kevesebb karbantartási költség
- minimális állásidők
- nagyobb gazdaságosság
Tapasztalatunkkal és megoldásainkkal az Ön termékének hozzáadott értéke nő. Versenytársainkhoz képest nem csupán:
- a rozsdamentes acél elektropolírozása,
- a rozsdamentes acél pácolása,
- vagy a rozsdamentes acél passziválása
tartozik szolgáltatásaink körébe, hanem számos más felületkezelő eljárás, mely alkalmas bármely ipari szegmensben történő alkalmazásra, az élelmiszeripartól a gyógyszeripari minőségig.
Partneri együttműködéssel felkészülten segítünk Önnek, hogy már ma válaszokat kapjon a holnap kérdéseire.
Elektropolírozás


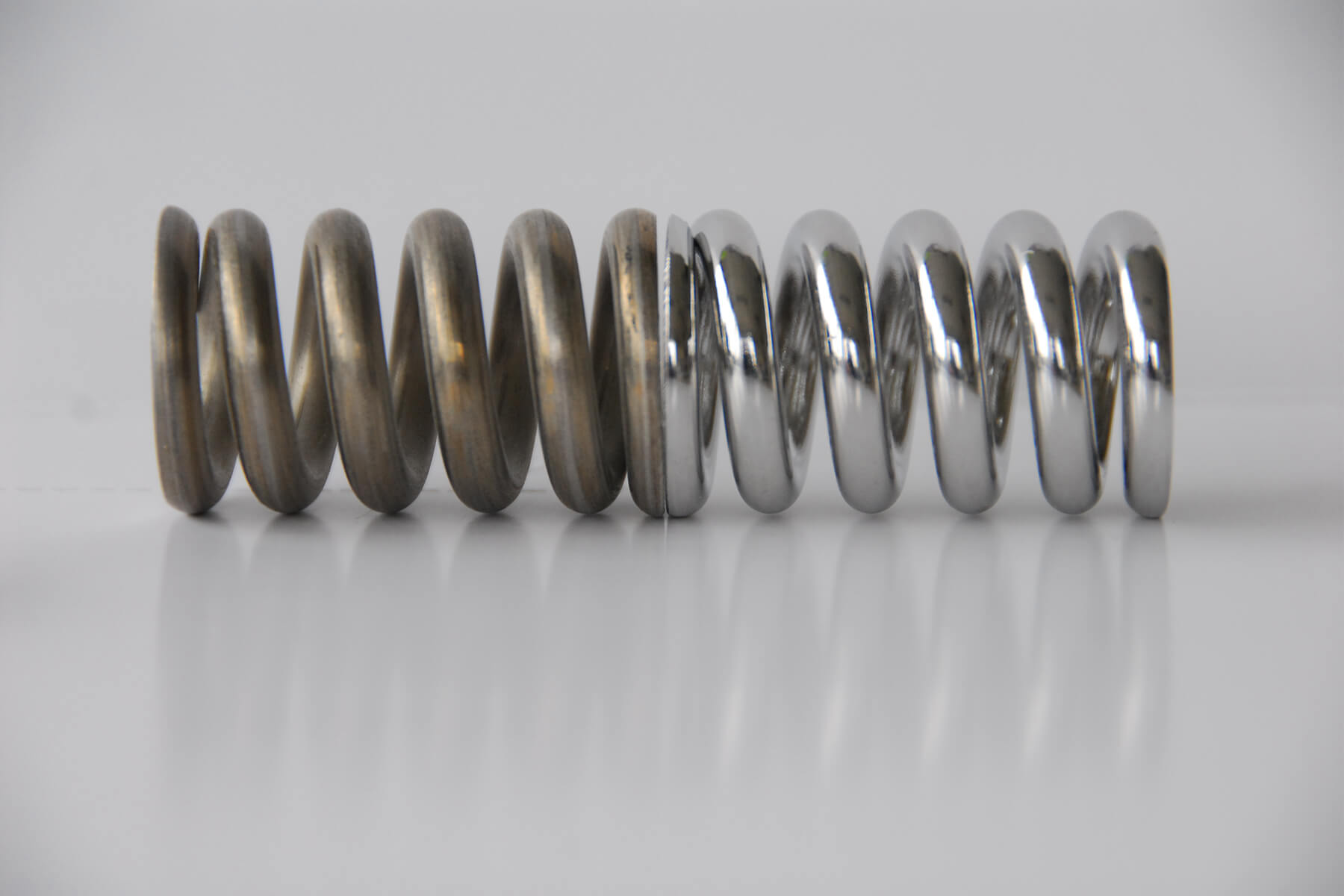



Az elektropolírozás mechanikai vagy termikus igénybevétel nélkül választja le a fémet a megmunkált alkatrészek felületéről. Ezt az elektrolitok egyenárammal hajtják végre (fordított eljárás a galvanizáláshoz képest). Az eljárással a felületek polírozódnak, megtisztulnak és sorja mentessé válnak. A megmunkálás nagyrészt független az alkatrészek alakjától és méretétől, még a nehezen hozzáférhető helyeken is. Az eredmények szűk tűréshatárokon belül ellenőrizhetők és reprodukálhatók.
Az elektropolírozott felületeket a funkcionális és dekoratív tulajdonságok kombinációja jellemzi. Sok esetben az elektropolírozás elengedhetetlen a kiváló minőségű alkatrészek gyártásánál.
A POLIGRAT a világon az egyik legnagyobb választékot kínálja különböző fémek és ötvözetek elektropolírozáshoz.
Az eljárás elve
Az elektropolírozás a mikrotartományban működik anélkül, hogy megváltoztatná a formákat és a makrostruktúrákat.
A megmunkálás az alkatrészek mechanikus vagy thermikus terhelése nélkül választ le vékony réteget az anyag felületéről. Az összes szennyeződés, részecske, mikrorepedés, és helyi feszültség megszűnik.
A sarkok és élek fokozott eltávolítása megbízható sorjázást és simítást eredményez. Az elektropolírozott felületek sorja- és részecskementesek, fémtiszták, fényesek, simák, mikrotartományban zártak, és az alapanyag optimális tulajdonságaival rendelkeznek.
Az eljárás alkalmazhatósága
Az elektropolírozás a munkadarabok és anyagok széles skálájára alkalmazható. Leginkább merítéssel polírfürdőben vagy speciális berendezésekben használják. A legjobb eredmény elérése érdekében a folyamatot az alkatrész alakjának, anyagának és követelményeinek megfelelően kell testreszabni. Általában ezt a gyakorlati mintafeldolgozással hajtják végre.
A feldolgozás a következőképpen történik:
• Az alkatrészek az érintkezős szerszámokon
• Ömlesztett kis alkatrészek dobokban
• Vezetékek és szalagok áthúzással
• Csövek és tartályok belső megmunkálása speciális berendezéseken
• Nem szállítható gyártmányok megmunkálása a helyszínen az ügyfélnél
A POLIGRAT-eljárások
A POLIGRAT több mint 60 éve foglalkozik fémfelületek kémiai és elektrokémiai megmunkálásához ipari folyamatok fejlesztésével és alkalmazásával. A fejlesztési tevékenység célja, hogy időben megfelelő eljárásokat biztosítson a felületmegmunkáláshoz az anyagtechnika és az ipar új igényeinek megfelelően. Időközben a POLIGRAT eljárások a legtöbb fémhez és ötvözethez rendelkezésre állnak már, melyek gyakran szabadalmakkal védettek.
A POLIGRAT eljárások az elektrolitokon kívül az adott feladatra szabott berendezéseket is magukban foglalják, beleértve a mérnöki és szolgáltatási, valamint szükség esetén az optimálisan meghatározott környezetvédelmi technológiát.
Az eljárások mellett a POLIGRAT szolgáltatásként minőségi megmunkálást is kínál saját üzemegységeiben.
Pácolás-passziválás



A pácolás olyan kémiai folyamat, amelyek fémesen tiszta és aktív felületeket eredményeznek. A pácolás eltávolítja az oxidokat és a fémes szennyeződéseket. Leválasztja az alapanyag vékony rétegét a felület simítása/polírozása nélkül. A pácolt rozsdamentes acél felületeken kiváló minőségű passzív rétegek képezhetők korrózióvédelemként. A POLIGRAT pácolási eljárásokat és felületkezelő termékeket kínál rozsdamentes acélhoz, szénacélokhoz, titánhoz és alumíniumhoz. A termékcsalád magában foglalja a pácoldatokat merítéshez, szóráshoz valamint pasztákat rozsdamentes acél felületek felületének helyi kezelésre, pl. hegesztési varratokra. A legtöbb pácolószer nem szabadít fel hidrogént az alkalmazás során, és gátolják a fém ridegedését.
A POLIGRAT pácolási eljárások gazdaságosak és magas felületi minőséget eredményeznek.
A rozsdamentes acél használatának fő oka a tartós korrózióállóság és a termék semlegessége a gyártási folyamatokban. Ezen mérhetők a dekoratív szempontok mellett, az ötvözet kiválasztása és a felületkezelés módja..
Az eljárás elve
Pácolás:
A pácolás a fémfelületek intenzív tisztítását és aktiválását eredményezi, általában az anyag enyhe eltávolításával. Az eredmény fémesen tiszta, oxidoktól és idegen fémszennyeződésektől mentes felületek. A pácolás előnye, hogy leválasztja az fém anyagszerkezet szemcsehatárait, és a felületnek matt-selymes megjelenést kölcsönöznek.
A pácolás kémiailag és elektrolitikusan (anódosan) is elvégezhető. A pácolás általában ásványi savakat, oxidálószert és adalékanyagokat tartalmaz az eredmény javítása és a szennyező anyagok csökkentése érdekében.
Passziválás:
A rozsdamentes acél egy olyan ötvözet anyag, amely a fém alapból és egy nemfémes felső rétegből, a passzív rétegből áll, amely főként króm-oxidból áll.
A passzív réteget úgy alakul ki, hogy a króm a rozsdamentes acélban reagál a környezeti oxigénnel. Az ép rozsdamentes acélon a passzív réteg teljesen és tömören lefedi az egész felületet. Önmagában védi az egyébként instabil rozsdamentes acélt a korrózió ellen.
A passziválás egy kémiai eljárás a passzív rétegek gyorsabb kialakításához és optimalizálásához anélkül, hogy változtatnák az alapanyagot. Két módszer létezik:
• A POLINOX Passiv erősen oxidáló hatású, és a passzív réteg gyors és teljes képződését okozza
• A POLINOX Protect és Protect TC optimalizálja a meglévő passzív rétegeket összetételében és szerkezetében, és jelentősen növeli a rozsdamentes acél korrózióállóságát, összehasonlítva a magasabb ötvözetű anyagokkal.
Az eljárás alkalmazhatósága
Pácolás:
A pácolásra többféle módszer áll rendelkezésre:
• Mártópácolás pácolókádba merítéssel, szórásos módszer vagy keringtetés
• A szórópácolást szórással a szórópác permetezésével szabadon álló felületekre
• Pácpaszták ecsetelésével a helyi kezelésre pl. hegesztési varratoknál
A rozsdamentes acélokat, a nikkel-alap ötvözeteket általában megmunkálás után pácolják, hogy jó kiindulási állapot jöjjön létre az ép passzív réteg kialakításához, amely a korrózióállóság előfeltétele.
A rozsdamentes acélt gyakran pácolják, tisztításként vagy előkezelésként az elektropolírozás vagy galvanizálás előtt. Az öblítővizet vagy az elhasznált pácanyagokat a jogszabályoknak megfelelően kell kezelni és ártalmatlanítani.
Passziválás:
A POLINOX Passiv salétromsav alapú, adalékanyagokkal javítja a hatást. Gyors passzív réteg kialakulását okozza a pácolás és, vagy a mechanikus eljárások után. A kezelést szobahőmérsékleten körülbelül 30 percig végezzük. A POLINOX Passiv folyékony (POLINOX B Passiv) merítéshez, permetezéshez, törléshez vagy át pumpáláshoz, valamint egy permetezhető, jól tapadó paszta (POLINOX FL Passiv) nagy önálló felületek kezelésére használható.
A POLINOX Protect a rozsdamentes acél felületeknek kiváló korrózióállóságot biztosítanak, amely páratlanul jobb a többi eljáráshoz képest. A felületi finish változatlan marad. Az új felületeken történik, valamint korrodált felületek karbantartására és javítására is használható. A hegesztési varratok és a felületek előzetes kezelések (pácolás vagy szórás) nélkül is passziválhatók.
A vegyi anyagok szervesek, nem mérgezőek, biológiailag lebomlanak és nem támadnak más anyagokat (kivéve az ötvözetlen szénacélt).
A POLINOX Protect TC a kémiai kezelés kombinációja egy azt követő rövid hőkezeléssel, 140 ° C és 250 ° C közötti hőmérsékleten. Ez a passzív réteg vastagságának és szerkezetének lényeges megerősítéséhez vezet. A POLINOX Protect nem veszélyes anyag és biológiailag lebomlik. Az alkalmazásra nem vonatkozik semmiféle hatósági engedélyezési kötelezettség. Az alkalmazást kb. 4 órán keresztül a merülőfürdőben (POLINOX Protect B), vagy ecseteléssel, törléssel (POLINOX Protect Cleaner) végezhető.
POLINOX Protect és POLINOX Protect TC:
• alkalmazható minden olyan ötvözetre, amelynek krómtartalma meghaladja a 15% -ot (az alacsonyabb Cr tartalom egyedi beállítást igényel)
• bármilyen felületre felvihető
• javítja a rozsdamentes korrózióállóságot
• megduplázza a feszültségkorrózió-repedésekkel szembeni ellenállást
• csökkentheti a rések korrózióját
• kb. 150 ° C-kal növeli a felület hő elszíneződésnek ellenállását
• eltávolítja a ferritikus szennyeződéseket
• eltávolítja el a rozsdát és a korróziót
• helyreállítja a megtámadott felületek korrózióállóságát
• nem veszélyes anyagok, és engedélyek nem korlátozza a használatukat
• közvetlenül felhasználható a futtaási színeken és pácolt hegesztési varratokon, és pótolhatja a pácolást.
Termékek
Mártóeljárás:
• POLINOX B mártópác adalékanyagokkal a nitroz gázok, a nitrit és a kromátok megelőzésére
• POLINOX NF nitrátmentes mártópác
• POLINOX UB (szabadalmaztatott) ásványi savak nélkül. Környezetbarát, anódosan is használható
• POLINOX VA 100 (szabadalmaztatott) nitrát, szulfát vagy foszfát nélkülI mártópác. Minden rozsdamentes acélhoz, opcionálisan fém eltávolítással vagy anélkül, szennyvíz nélkül is működjön.
• POLINOX B Passiv mártópassziváló
Szóróeljárás:
• POLINOX FL Aktiv szórópác
• POLINOX FL Passiv szórópassziváló
Ecsetelés:
• POLINOX P Rapid pácpaszta
Alkalmazási területek
• Járműgyártás / hajóépítés
• Gép és berendezésgyártás
• Kapcsolószekrények, bútorok
• Vegyipar, gyógyszeripar, élelmiszeripar / italgyártás
• Épülettechnika / Uszodatechnika
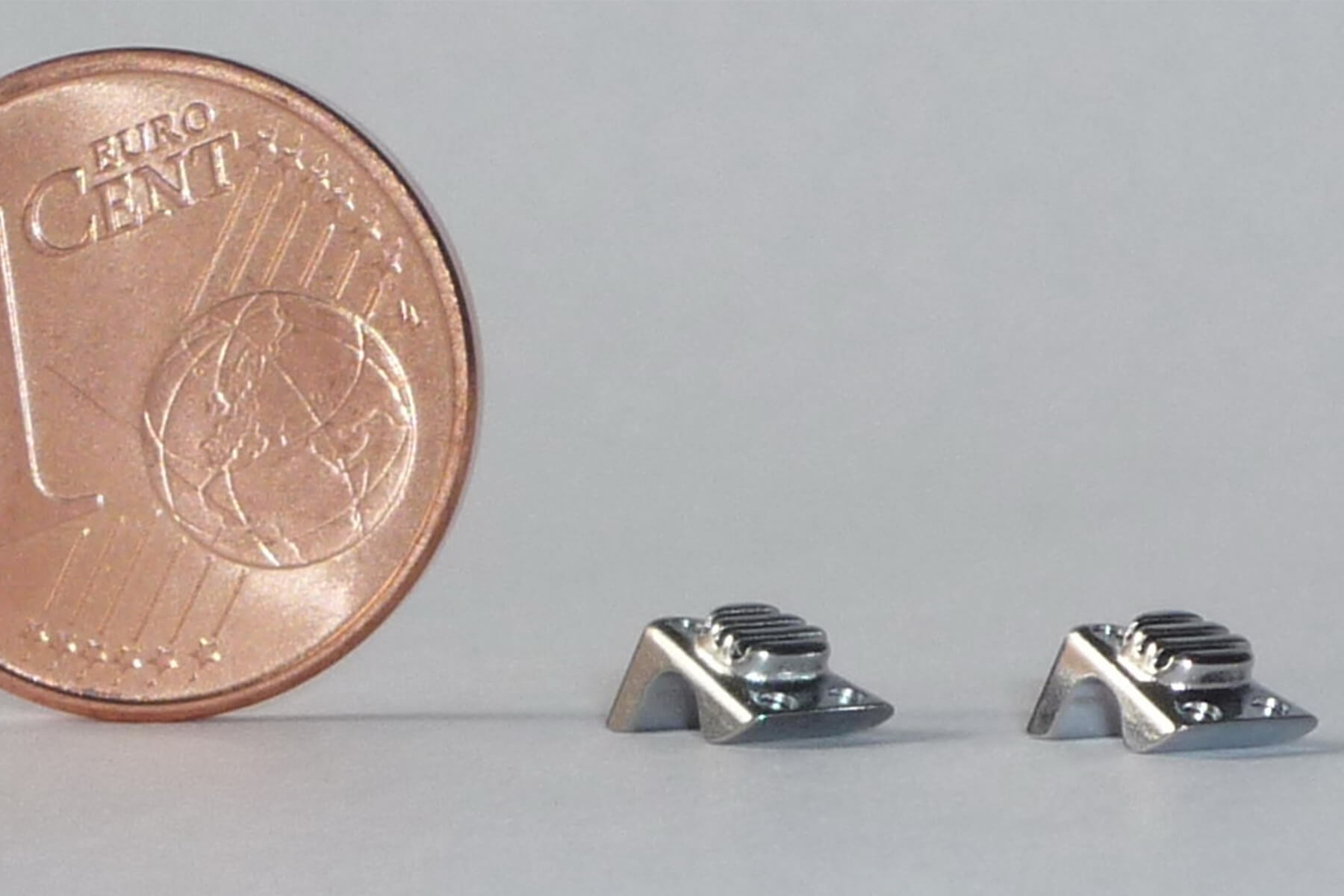
• Kötőelemek
• Orvostechnika
• stb.
Vegyi anyagok, tisztítás

A tisztítás, a nem kívánt idegen anyagok eltávolítása. Tisztításkor eltávolítjuk azokat az idegen anyagokat amelyek a gyártmányok megjelenését, higiéniáját, működését, értékmegőrzését csökkentik vagy hátrányosan befolyásolják. Megújítja és megerősíti a passzív réteget, és megőrzi az eredeti felületminőséget, mivel az alapanyagon nincs leválasztás.
A POLIGRAT saját maga fejleszti és gyártja a POLIGRAT eljárások alkalmazásához szükséges vegyszereket és termékeket, például a
-
Eljárási vegyszereket berendezésekben történő felhasználásra (pl. mártópácok, elektrolitek)
-
Vegyi anyagok egyszeri felhasználásra
Cleaner CS
Fluor-savmentes tisztítószer, erősebb hatásfokkal erősen terhelt és korrodált felületekre, alkalmazható merítőfürdőben, szórással vagy törölgetés, munkahőmérséklet 20-30 ° C.
Tulajdonság és működés
A Cleaner CS folyékony, savas tisztítószer, erős hatású. Egy lépésben zsírtalanítja és tisztítja a rozsdamentes acél felületeit (ausztenites, ferrites és martenzites rozsdamentes acélok), valamint a nikkel, nikkel ötvözeteket, alumínium és alumínium ötvözeteket, valamint a titán és titán ötvözeteket.
A Cleaner CS eltávolítja a rozsdát, a könnyű oxid lerakódásokat és az erősebb rozsdafoltokat is, és különösen alkalmas a korrodált felületek javítására.
A Cleaner CS fémesen fényes, zsírmentes felületeket hoz létre. A mészkő és a víz foltok is hatékonyan eltávolíthatók. Eltávolítja az anyagvizsgálati tesztelő szerek maradványait is.
A Cleaner CS foszforsavat, adalékanyagokat és inhibitorokat tartalmaz. Hidrogénfluoridtól, fluoridoktól és salétromsavtól mentes, és nem támadja meg a felületi struktúrákat. Ezért alkalmazására nem vonatkoznak az ezeket az anyagokat érintő korlátozások.
Alkalmazás
A Cleaner CS folyékony és használatkész. A felhordást ecsettel, hengerrel, ruhával vagy permetezőgéppel lehet elvégezni. A kezelt felületek hőmérsékletének + 5 ° C és + 30 ° C között kell lennie. A 15–45 perces reakcióidő után a felületeket alaposan öblítsük le vízzel, lehetőleg nagynyomású eszközzel. Használatkor vegye figyelembe a használati útmutatót, viseljen védőruházatot és védőszemüveget. A keletkezett öblítővíz savas, és a törvényi előírásoknak megfelelően kell megsemmisíteni.
Műszaki adatok
Fajsúly: 1,18 kg / l
Normál ph érték: 1,6 – 1,8
Lobbanáspont: nem éghető
Fizikai állapot: folyékony
Alkalmazás: hígítatlanul
Üzemi hőmérséklet: + 5 ° C és + 30 ° C között
Expozíciós idő: 15-45 perc
Kiszerelések: 30 kg kanna, 5 kg kanna
Termékelőnyök
• fokozott rozsda eltávolító hatás
• erős korrózió esetén is
• eltávolítja a tesztanyag maradványokat
• nem támadja meg a rozsdamentes acél felületét
Protect Cleaner (szabalmazott)
Tisztítja és javítja a korrodált felületeket, a korrózióállóság növelésével megvédi az új korróziós károsodásoktól, környezetbarát módon biológiailag lebomlik.
Tulajdonság és működés
A piszkos, meszesedt, elszíneződött, valamint a csúnya rozsdamentes felületeket, amelyek a környezeti hatások miatt csúnyakká váltak, a Protect Cleaner megtisztítja és tartósan megvédi. A külső rozsda eltávolításra kerül, a sérült, korrodált vagy elszíneződött területeket rehabilitálni lehet. A rozsdamentes acél felületének korrózióállósága fenntarthatóan javult.
A Protect Cleaner hatása a rozsdamentes acél természetes passzív rétegének mélytisztításán (vas eltávolításán) alapul. Az elszíneződés enyhébbé válik, így az eredeti fémfelület újra megjelenik.
Rendszeres használat esetén a passzív védőréteget megbízhatóan erősíti meg, és megakadályozza a megújult korróziós támadást. Minden típusú korrózióálló rozsdamentes acél, beleértve a ferrites Cr acélt (több mint 15% Cr), tisztítható és javítható a Protect Cleaner segítségével. A kezelt felületeket élelmiszerekkel való közvetlen érintkezésre engedélyezték. (ISEGA)
A Säurefliesner-Vereinigung ellenőrzése alatt áll, és szerepel a Német Fürdők Társaságának “ajánló” listájában.
Alkalmazás
A Protect Cleaner használatkészen szállítjuk, és ruhával vagy permetezéssel felvihető a felületre. Egy átitatott ruhával törölve a felületet, azt egy ideig nedvesen kell tartani. A hatóidő a felület állapotától is függ. Az erős szennyeződéseket ismételt törléssel eltávolíthatjuk, szükség esetén tisztítóanyag segítségével. Az optimális javulás 3 óra elteltével érhető el. Ezután alaposan öblítse le a felületet tiszta vízzel. Sómentes víz használata elkerüli a vízfoltokat. A Protect Cleaner nem veszélyes áru, könnyen kezelhető és biológiailag lebomlik.
Műszaki adatok
Fajsúly: 1,15 kg / l
Normál ph érték: 0,5–0,6
Lobbanáspont: nem éghető
Fizikai állapot: folyékony
Alkalmazás: hígítatlanul
Üzemi hőmérséklet: 10-40 ° C
Expozíciós idő: legfeljebb 3 óra
Összetétel: víz, citromsav, biológiailag lebontható, felületaktív anyagok, ásványi savaktól mentes
Kiszerelések: 30 kg kanna, 5 kg kanna
Termékelőnyök
• tisztítja és eltávolítja a rozsdát és a korróziót
• a passzív réteg megerősítésével véd az újabb korróziótól
• környezetbarát, és biológiailag lebomlik
Pácolás
A pácolással egy fémesen tiszta, világos, szatén felület érhető el. A már meglévő korróziót megállítható, a felület teljes korrózióállósága visszaállítható, és dekoratív fémes megjelenéssel rendelkezik.
POLINOX B Badbeize
Ausztenithez, duplexhez és Hastelloyhoz, hidrogénfluorid-salétromsav tartalmú, NOx-redukált, merítéshez, keringtetéshez, permetezéses célra is alkalmas. Az anyag leválasztási sebesség a koncentráció révén állítható be, munka hőmérsékleti 10-40 ° C koncentrátum (1: 1) duplakoncentrátum (1: 2), szuperkoncentrátum (1: 6)
Tulajdonság és működés
A POLINOX B mártópác az ausztenites króm-nikkel-acélok és a magas nikkeltartalmú anyagok gyors, alapos és gazdaságos felületkezelésére használható.
A POLINOX B mártópác egy műveletben távolítja el a revét, a szennyeződést, a ferritet és az idegen rozsdákat. A meglévő korróziót megállítja, és a kezelt felületek teljes korrózióállósága helyreáll. A POLINOX B mártópác sósavtól és kloridoktól mentes.
A POLINOX B mártópác fémesen tiszta felületet hoz létre, vonzó ezüstös fényű felülettel. Ugyanolyan jól működik a hegesztéseknél és a felületeken egyaránt. Speciális adalékanyagok (POLINOX Rovi Super) egyenletesen jó hatásfokot eredményeznek, akár magas fémtartalom esetén is, akár 40 g / l-ig. Olyan mértékben csökkentik az NOx, a nitrit és a hat vegyértékű króm képződését, hogy a szennyvízben előírt törvényes határértékek további méregtelenítés nélkül teljesíthetők. A szuperkoncentrátum már tartalmazza a POLINOX Rovi Super-t. A dupla és sima koncentrátum használata esetén a POLINOX Rovi Super külön adagolható.
Alkalmazás
A POLINOX B mártópác szobahőmérsékleten működik. Az alkalmazás merítés, permetezés vagy pumpálás útján történik. A pácolási idő letelte után a felületeket alaposan öblítsék le vízzel, lehetőleg nagynyomású eszközzel, hogy eltávolítsák a pácolási maradványokat és a fellazított reve maradványokat.
Használatkor vegye figyelembe a használati útmutatót, viseljen védőruházatot és védőszemüveget. Az öblítés során keletkező szennyvíz erősen savas és a pácolás során feloldott fémeket tartalmazza. Ezeket a törvényi rendelkezéseknek megfelelően kell megsemmisíteni.
Műszaki adatok
Fajsúly: 1,09 kg / l
ph érték: erősen savas
Lobbanáspont: nem éghető
Fizikai állapot: folyékony
Alkalmazás: hígítva
Üzemi hőmérséklet: +20 és +30 ° C között
Expozíciós idő: 1-6 óra
Kiszerelés: 35 kg kanna, 1000 lit IBC konténer
Termékelőnyök
• Eltávolít minden típusú hegesztési revét
• Szobahőmérsékleten működik
• Megállítja a már meglévő korróziót
• Visszaállítja a korrózióállóságot
• A szennyvízben nincs nitrát vagy nitrit
POLINOX P Rapid
Rendkívül viszkózus pácpaszta, gyors pácolás a nagyon revés hegesztéseknél, Hastelloy és Duplex számára is használható, nem jelentkezhet túlpácolás, hosszabb ható idővel sem. Narancssárga színű, Munkahőmérséklet 10–40 °C
Tulajdonság és működés
A POLINOX P Rapid egy ecsetelhető, tixotróp pácpaszta az ausztenites króm-nikkel acélok és a magas nikkeltartalmú anyagok hegesztéseinek gyors és költséghatékony kezelésére. Megbízhatóan eltávolítja a revéket, a szennyeződéseket és a ferritszennyeződéseket. A meglévő korróziót megállítja, és a kezelt felületek teljes korrózióállósága helyreáll. A POLINOX P Rapid klorid-tartalma 50 ppm alatt van.
A POLINOX P Rapid fémesen tiszta felületeket biztosít, és az alapanyagtól és a hatóidőtől függően 2–4 μm vastagságot távolít el az alapfémből. A POLINOX P Rapid alkalmazható egyszeri vagy többszörös alkalmazással a csiszolt hegesztési területeken is, a feszültségi korróziós repedések megelőzése érdekében.
Alkalmazás
A POLINOX P Rapid-ot ecsettel kell felvinni a maratandó varratokra. A narancssárga szín megkönnyíti a műveletet. Az anyagtól és a reve mértékétől függően a pácolás ideje szobahőmérsékleten 5 és 60 perc között van. Ha magas ötvözetű anyagok rendkívül erős revéje esetén a pácolás nem elegendő, vagy további fém leválasztást kíván, a kezelést meg kell ismételni.
A pácolás után a pasztát vízzel öblítjük. A megmaradt laza reve maradványok szivaccsal vagy kefével történő ledörzsöléssel könnyen eltávolíthatók. Használatkor vegye figyelembe a használati útmutatót, viseljen védőruházatot és védőszemüveget. A kapott öblítővizek nagyon savasak és a pácolás során oldott nehézfémeket tartalmaznak. Ezeket a törvényi rendelkezéseknek megfelelően kell megsemmisíteni.
Műszaki adatok
Kiszerelés: 2 kg flakon, 4 x 2 kg /karton
Fajsúly: 1,15 kg/l
Normál ph érték: erősen savas
Lobbanáspont: nem éghető
Fizikai állapot: folyékony
Alkalmazás: hígítatlanul
Üzemi hőmérséklet: + 10 ° C és + 40 ° C között
Expozíciós idő: 5-60 perc
Termékelőnyök
• gyors és megbízható
• minden rozsdamentes acél hegesztési varrathoz
POLINOX FL Aktiv
Szórópácoló gél ausztenithez, duplexhez, hastelloy-hoz, egy művelettel eltávolítja a hegesztési salakot és a szennyezõ színeket, eredményesen jó leválasztási sebességgel az anyagtól függõen 0,5-4 μm / h, hatóidő 30-90-180 perc, nem szárad, nincs túlpácolás hosszabb hatóidő esetén sem.
Tulajdonság és működés
A rozsdamentes acél felületének korrózióállóságát és élettartamát csak a gyártást követő, gondosan és szakszerűen minőségi anyagokkal elvégzett pácolás garantálja. Ezek megbízhatóan gátolják a korrózió kialakulását, hogy sűrű és hibamentes passzív réteget kapjunk.
A POLINOX FL Aktiv egy korszerű szórható pácológél ausztenites króm-nikkel-acélokhoz, nagy, szabadon álló felületek kezelésére. A POLINOX FL Aktiv könnyen és biztonságosan használható, és biztosítja az optimális eredményt. A POLINOX FL Aktiv egyenletesen tiszta, ezüstös megjelenést eredményez, és megbízhatóan távolítja el a korróziót kiváltó elemeket, mint például a salak, futtatási színek, ferrit, idegen rozsda, krómszegény rétegek és horzsolások.
A POLINOX FL Aktiv az anyagtól és a hatóidőtől függően 1–2 μm vastagságot távolít el a nemesacélról. A POLINOX FL Aktiv felhasználható a csiszolt hegesztési területek leválasztó pácolásához is, ha többször használják megelőzhetők a feszültségikorróziós repedések.
Alkalmazás
A POLINOX FL Aktiv permetezéssel a kezelendő felületre kerül. Ennek zsírmentesnek és száraznak kell lennie. A POLINOX szórópácolóegység használata egyenletes, gazdaságos felhasználást eredményez. A POLINOX FL Aktiv 10 ° C és 30 ° C közötti hőmérsékleti tartományban használható.
Ötvözettől, kiindulási állapottól és hőmérséklettől függően a hatóidő 30-120 perc. A felhasználás kb. 0,15 – 0,2 kg / m², a felhordási vastagságtól és a salak mértékétől függően. A pácolást követően a felületeket nagynyomású mosóval vízzel kell leöblíteni.
A POLINOX FL Aktiv biztonságosan maradhat a munkadarabokon néhány órán keresztül, akár egy éjszakán keresztül is, anélkül, hogy attól tartani kellene, hogy a felületek túl pácolódnak vagy a pácréteg megszáradjon, és az öblítés során problémák legyenek. Ez különösen hatékony műveletet tesz lehetővé, még nagyon nagy felületek szórópácolásánál is, ha a gyártmányt ugyanabban a műszakban le is öblítik, vagy a műszak végén történő bepermetezéssel és másnap reggeli leöblítéssel.
Használatkor vegye figyelembe a használati útmutatót, viseljen védőruházatot és védőszemüveget. Az öblítés során keletkező szennyvíz erősen savas és a pácolás során feloldott fémeket tartalmazza. Ezeket a törvényi rendelkezéseknek megfelelően kell megsemmisíteni.
Műszaki adatok
Kiszerelés: 30 kg kanna
Fajsúly: 1,22 kg/l
Normál ph érték: erősen savas
Lobbanáspont: nem éghető
Fizikai állapot: folyékony
Alkalmazás: hígítatlanul
Üzemi hőmérséklet: + 10 ° C és + 30 ° C között
Expozíciós idő: 30-120 perc
Termékelőnyök
• nagy felületek gyors és megbízható pácolása
• nem szárad rá a felületre
• leválasztó pácolásra is alkalmas

Passziválás
A passziválás alatt a felülettechnológiában azt értjük, hogy egy fém anyagon a védőréteg spontán formálódik vagy célzottan jön létre, amely megakadályozza vagy nagymértékben lelassítja az alapanyag korrózióját.
POLINOX B Passiv
Rozsdamentes acélhoz, salétromsav-tartalommal történő passziválás, merítés, keingtetés vagy permetezés során történő alkalmazással, pácolás utáni gyors passzív réteg kialakulására, Munkahőmérséklet 20-70 ° C, koncentrátumként kapható (1: 4)
Tulajdonság és működés
A POLINOX B Passiv passziváló fürdő ausztenites és ferrites rozsdamentes acélok kezelésére. A stabilizált és nem stabilizált anyagok ugyanolyan jól megmunkálhatók. A POLINOX B passzív nikkelhez és nikkelötvözetek megmunkálására is alkalmas.
A POLINOX B Passiv gyorsan előállítja a rozsdamentes acél felületén passzív réteget, ezáltal biztosítja az optimális korrózióállóságot.
A POLINOX B Passiv használható pácolt felületek és hegesztések utókezelésére, ha kritikus környezeti feltételek mellett dolgoznak, valamint passziváláshoz mechanikus felületkezelés, például csiszolás, vagy szemcseszórás után. A kezeléssel egyenletes felületi kép érhető el.
A POLINOX B Passiv salétromsavat és adalékanyagokat tartalmaz. A POLINOX B Passiv mentes sósavaktól és kloridoktól, valamint az azzal járó veszélyt, hogy később az ausztenites anyagokon lyukkorrózió képződjön.
Alkalmazás
A POLINOX B Passiv merítéses vagy keringtetéses folyamatokhoz használják. Merítés esetén a kád megfelelő anyaga a PE. A POLINOX B Passiv-ot koncentrátumként (POLINOX B Passiv K) szállítjuk, és felhasználás előtt 1: 1 és 1: 4 arányban higítandó lehetőleg sótalanított vízzel.
A POLINOX B Passiv általában szobahőmérsékleten működik. A passziváló fürdő hőmérséklete max. 40 ° C-on nő. A kezelési idő 30-180 perc, az alkalmazástól függően.
Passziválás után a gyártmány felületét vízzel kell öblíteni, lehetőleg nagynyomású mosóval. Használatkor vegye figyelembe a használati útmutatót, viseljen védőruházatot és védőszemüveget. A kapott öblítővíz savas, és a törvényi előírásoknak megfelelően kell megsemmisíteni.
Műszaki adatok
Fajsúly (passzív K): 1,33 kg / l
Normál ph érték: ~ 1
Lobbanáspont: nem éghető
Fizikai állapot: folyékony
Alkalmazás: 1: 1 – 1: 4
Üzemi hőmérséklet: 5 – 40 ° C
Expozíciós idő: 0,5-3 óra.
Összetétel: salétromsav, felületaktív anyagok, víz
Kiszerelés: 30 kg kanna, 200 litr hordó, 1000 liter IBC konténer
Termékelőnyök
• gyors és megbízható passziválás a pácolás után
• szobahőmérsékleten működik
• A szennyvízben nincs nitrát vagy nitrit
POLINOX FL Passiv
Ausztenites rozsdamentes acélhoz, salétromsavat tartalmazó passziváló gél, nagy felületekre permetező készülékkel történő alkalmazásra, passzív rétegek gyors kialakulására a pácolás után, nem szárad meg 20-40 ° C hőmérsékleti tartományban.
Tulajdonság és működés
A POLINOX FL Passiv egy ecsetelhető és permetezhető tixotróp passziváló gél ausztenites és ferrites króm-nikkel-acélok és króm-acélok kezelésére.
Pácolás után a POLINOX FL Passiv megbízhatóan optimális korrózióállóságot biztosít a rozsdamentes acél felületén még kritikus környezeti feltételek mellett is, a passzív védőréteg gyors és teljes kialakulásának köszönhetően.
A POLINOX FL Passiv rendszeres használata meghosszabbíthatja a rozsdamentes acél felületek élettartamát anélkül, hogy pácoló kezelésre lenne szükség a fém felületeken. A POLINOX FL Passiv vízben teljes mértékben oldódik, klorid-tartalma 50 ppm alatt van.
Alkalmazás
A POLINOX FL Passiv-ot ecsettel vagy szórással permetezővel kell felvinni a kezelendő hegesztésekre vagy felületekre. A POLINOX permetezőgép használata egyenletes és gazdaságos felhasználást eredményez. A zöld szín megkönnyíti a munkavégzést.
A felhasználás kb 0,12 – 0,15 kg / m². A megfelelő állag érdekében ha szükséges vízzel higgítható. A kezelendő felületek hőmérsékletének + 5 ° és + 30 ° C között kell lennie.
10-40 perc reakcióidő után a gélt vízzel alaposan öblítjük. Használat során vegye figyelembe a használati útmutatót, viseljen védőruházatot és védőszemüveget. A kapott öblítővíz nagyon savas. Ezeket a törvényi rendelkezéseknek megfelelően kell megsemmisíteni.
Műszaki adatok
Kiszerelés: 30 kg kanna
Fajsúly: 1,16 kg/l
Normál ph érték: 1,3-1,6
Lobbanáspont: nem éghető
Fizikai állapot: folyékony
Alkalmazás: hígítatlanul
Üzemi hőmérséklet: 5 – 30 ° C
Expozíciós idő: 0,5-3 óra
Termékelőnyök
• gyors és megbízható passziválás a pácolás után
• függőleges felületeken is megmarad

Elektropolírozás
POLIGRAT E 269
E 269, E 269 K
E 269, E 269 K Szélessávú elektrolit minden rozsdamentes acélhoz, akár 50 ° C-os ferritekhez, nagy mélységű szóródás és hatás, alacsony fogyasztás, 3 A / dm²-től magas fényességi szint, minimális anyagleválasztás, 40-80 ° C hőmérsékleti tartományban. Kapható használatkészen vagy koncentrátumként is.
Tulajdonság és működés
A POLIGRAT E 269 rendkívül hatékony ipari elektropolírozó eljárás ferrites, martenzites és ausztenites rozsdamentes acélok, valamint duplex és Hasteloy ötvözetek fényesítéséhez, polírozásához és sorjázásához.
Jelentősen kibővített munkatartomány:
• Polírozási tartomány: 3 – 50 A / dm²
• Hőmérséklet: 30 – 90 ° C
• Egyenletes eredmények és polírozási paraméterek indulástól a nagy fémtartalomig, kb. 120 g Fe / l
A POLIGRAT E 269 magas szintű hatásfoka magas fényt eredményez rövidebb megmunkálási idővel és kevesebb fém leválasztással. A gyakorlatban akár 30% -kal nagyobb hatékonyság érhető el.
Különösen a ferrites acélok mutatnak a jobb fényesedést már alacsony hőmérsékleten (50 ° C-tól) is.
Még alacsony áramsűrűség mellett is jó polírozó hatást érhet el a jelentősen jobb mélyszóró képesség. Az alacsony minimális áramsűrűség miatt a POLIGRAT E 269 nagyon alkalmas vékonyfalú, nagy felületű alkatrészek megmunkálására.
Gazdaságosság
Az optimális fényesség eléréséig az alacsonyabb fém leválasztásnak köszönhetően az elektrolit-fogyasztás akár 30% -kal is csökken, és ennek megfelelően az ártalmatlanítási költségek is.
Az áram sűrűségének csökkentése lehetővé teszi a nagyobb alkatrészek gazdaságosabb megmunkálását és a hatékonyabb szerszámozást, így a termelékenység jelentősen növekszik.
Alkalmazás
A POLIGRAT E 269 –at polírozókádban használják. A termékek megmunkálása lehetséges szerszámokon, vagy akár ömlesztve a polírozó dobokban vagy a POLIBOX rendszerekben. Az érintkezési pontokat és az égési sérüléseket nagymértékben meg lehet akadályozni az alacsonyabb áramsűrűséggel.
A POLIGRAT E 269 és a folyamatból származó öblítővíz oldott fémet tartalmaz, és a hatósági előírások szerint kell kezelni.
Műszaki adatok
Kiszerelés: 50 kg kanna, 200 lit hordó, 1000 lit IBC konténer
Fajsúly: 1,58-1,73 kg/l
Normál ph érték: ~ 1
Lobbanáspont: nem éghető
Fizikai állapot: folyékony
Alkalmazás: hígítva
Üzemi hőmérséklet: 40 – 80 ° C
Expozíciós idő: 0,5-30 perc
Termékelőnyök
• nagy gazdaságosság
• gyorsabb fényesedés
• Energiatakarékosság (3 A / dm²-től políroz)
• nagy áramvezetési képesség
• alacsony eljárási hőmérséklet ferrites és
• ausztenites rozsdamentes acélok
Helyszíni pácolás, passziválás


Többféle pácolási eljárás használható rozsdamentes acél gyártmányok, épület-szerkezeti alkatrészek vagy építészeti fémgyártmányok kezelésére. A rozsdamentes acélokhoz használt pácok legfontosabb összetevője a salétromsav és a fluorsav. A kész gyártmányokra vagy nagyobb felületekre a pácolási szakemberek a következő főbb eljárásokat alkalmazzák:
• Merítéses pácolás
• Szórásos pácolás
• Keringetéses pácolás
A merítéses eljárást általában a felületkezelő üzem telephelyén végzik.
A szórásos pácolás a helyszínen is megvalósítható, de csak megfelelő munkavédelmi és saveltávolítási eljárásokkal és berendezésekkel rendelkező szakemberek végezhetik. A merítéses eljárás előnye, hogy az összes felületet kezeli az optimális korrózióállóság eléréséhez, és a pácolt felület mindenhol egyenletes lesz. Egészségügyi és munkavédelmi okokból is a legjobb megoldás, mivel nem a helyszínen végzik. A rozsdamentes alkatrészeket gyártó cég üzemében megfelelő ellenőrzés mellett végzett pácolás környezetre gyakorolt hatása is a lehető legminimálisabb.
A korrozív anyagokat szállító csővezetékek esetén a keringtetéses pácolás alkalmazása javasolt. Az eljárás során a páckeverék keringtetése történik a rendszerben.
A kisebb területek, például a hegesztési varratok környéke, a következő eljárásokkal pácolhatók:
• Pácpasztával (lásd az illusztráción)
• Anódos kémiai tisztítással
Ezek az eljárások a helyszínen is elvégezhetők, és nem szükséges különleges szaktudás a műveletek biztonságos elvégzéséhez. Az egészségügyi, munkavédelmi és környezetvédelmi kockázatok elkerülése érdekében fontos a megfelelő szakértelem és felügyelet a megfelelő minőségű pácolt felület létrehozásához. A kezelt felület korrodálhat, ha a savval érintkezés időtartamát és a befejező öblítési eljárást nem a gyártó utasításai szerint végzik el. A különböző típusú rozsdamentes acélokra alkalmazható pácolási idők eltérőek lehetnek. Fontos, hogy a műveletet végző tisztában legyen a pácolt acél anyagminőségével, a felhasznált anyagok által jelentett veszélyekkel, a biztonságos és kielégítő eredmények eléréséhez. Szintén fontos, hogy minden maradék pácanyagot, pácolási maradékot és szennyeződést teljes mértékben el kell távolítani az acélanyag felületéről a valóban korrózióálló és hibamentes felület eléréséhez.
Rozsdamentes nemesacélok
passziválása
A rozsdamentes acélok passzív rétege nem egy egyszerű oxid vagy „reve”, amely az acél felhevítésével létrehozható. A hevítés során a természetes, átlátszó passzív réteg vastagsága nő, a hő hatására elszíneződések jelennek meg, és végül egy szürke oxidréteg jön létre.
A normál használatra tervezett alkatrészeknél a vékony, átlátszó „passzív réteg” segítségével érik el a korrózióvédelmet. Bár ez a passziválódási folyamat normál esetben spontán végbemegy, a krómban gazdag oxidréteg létrehozását segíthetik az oxidációt elősegítő feltételek. A salétromsav különösen alkalmas erre, és elterjedten használják a rozsdamentes acélok passziválására.
A gyengébben oxidáló savak, mint például a citromsav, szintén elősegíthetik a passzív réteg kialakulását.
A korrozív anyagokat szállító csővezetékek esetén a keringetéses passziválás alkalmazása javasolt. Az eljárás során a passziváló keverék keringtetése történik a rendszerben.
Az acélhengerművekből leszállított, illetve megbízható nagykereskedőktől származó acélanyagok teljes mértékben passzívak. Passziválásra azonban speciális alakú gyártmányoknál, forgácsolt alkatrészeknél ismét szükség lehet. Ilyen speciális esetekben az oxigén hozzáférése az újonnan kialakított felületekhez korlátozott lehet, és ennek eredményeképpen a természetes passziválódási folyamat hosszabb ideig tarthat, mint a nyitott, hozzáférhető felületek esetén.
Fennáll a veszélye, ha az ilyen alkatrészeket közvetlenül az adott acélfajtára általában alkalmas körülmények között használják fel, hogy nem lesznek elég passzívak, és kiszámíthatatlan korróziót fognak elszenvedni. Az ilyen esetekben végzett passziválási eljárások megszüntetik, csökkentik a felesleges korróziós veszélyeket.
A savas passziválási kezelések elvégzése előtt fontos, hogy az acél felülete:
• revementes legyen (revétlenítés)
• fémtiszta legyen, az oxid- vagy elszíneződött rétegek pácolással el legyenek távolítva
• tiszta legyen (szerves szennyeződésektől, kenőanyagoktól, olajaktól és zsíroktól mentes)
A revétlenítés, tisztítás, pácolás és passziválás összehasonlítása
A „revétlenítés”, „pácolás” és „passziválás” kifejezéseket gyakran összecserélik, pedig ezek eltérő eljárásokat takarnak. Fontos, hogy tisztában legyünk a rozsdamentes acélokra alkalmazható eltérő felületkezelési eljárások közötti különbségekkel.

Revétlenítés
A revétlenítés a felületen jelentkező vastag, látható oxidréteg eltávolítását jelenti. Az oxidréteg általában sötétszürke színű. Ezt az eljárást általában még az acél leszállítása előtt elvégzik az acélhengerműben. Az acélműben végzett revétlenítés általában kétlépéses eljárás. Az első lépésben mechanikusan meglazítják a „hengerlési revét”, a másodikban pedig eltávolítják a meglazított revét a fémfelületről. A szabaddá vált fémfelületet ezután általában pácolják a közvetlenül a reve alatt található fémréteg eltávolításához. Az eljárásnak ez a része azonban már különállónak tekinthető. Bár enyhe revésedés előfordulhat a hegesztési varratok hőhatásövezetében, illetve rozsdamentes acél alkatrészek gyártása és a nagy hőmérsékletű hőkezelési eljárások során, további revétlenítési lépések legtöbbször nem szükségesek.
Tisztítás
Általában a savas kezelés önmagában nem elegendő az olaj, zsír és egyéb szervetlen szennyeződések eltávolításához, és ezek megakadályozhatják a passzív réteg megfelelő kialakulását. Ezért zsírtalanítási, tisztítási, pácolási és passziválási eljárások kombinációjára lehet szükség a forgácsolt vagy szerelt rozsdamentes acél felületek teljes körű előkészítéséhez a rendeltetési céljuknak megfelelően. Ha a rozsdamentes acél alkatrész zsírral vagy olajjal szennyezett, akkor a savas kezelés előtt tisztítási műveletre van szükség.
Pácolás
A pácolás a rozsdamentes acél felületén található vékony fémréteg eltávolítását jelenti. A rozsdamentes acélok pácolásához általában salétrom- és fluorsavat alkalmaznak. A pácolás során a rozsdamentes acél szerkezetek felületéről eltávolítják a hegesztés hatására elszíneződött rétegeket, amelyek krómtartalma alacsony.
Passziválás
A passziválódás természetes folyamat a rozsdamentes acélok felületén, de néha szükség lehet a folyamat segítésére oxidálósavas kezeléssel. A pácolással ellentétben a savas passziválás esetén nem történik fémleválasztás a felületről. A passzív réteg minősége és vastagsága azonban gyorsan kialakul a savas passziválási kezelés során. Előfordulhatnak olyan körülmények, ahol a salétromsavas kezelés során a pácolási és a passziválási folyamatok egymás után (és nem egyidőben) mennek végbe. A salétromsav önmagában csak a rozsdamentes acél felületek passziválására alkalmas. A rozsdamentes acélok pácolására nem alkalmas.
Gyógyszeripari munkák


A gyógyszeripar, a biotechnológia, a finom vegyipar és az élelmiszeripar készülékei és rendszerei a legmagasabb igényeket támasztják az üzemelő berendezések felületeivel szemben. Alapvető követelmények a GMP-nek megfelelő gyártás, passzivitás, tisztíthatóság és a lerakódások elkerülése. A pácolás, a passziválás, az elektropolírozás és rúzstalanítás eljárásaink ezt biztosítják gyártás után, az üzembe helyezés előtt vagy időszakos karbantartások alkalmával. A meglévő rendszerekben feltárt hibákat is megbízhatóan és rövid időn belül javítani tudjuk.
A termékeik minősége és a gyártókapacitásaik rendelkezésre állásának biztosítása a fő szempont. Eljárásaink révén a fémfelületek eredeti jó tulajdonságai használhatók, anélkül, hogy magán az alapanyagon vagy a szerkezeten változtattunk volna. Szolgáltatásaink megfelelnek a legmagasabb minőségi előírásoknak, munkánkat a környezetvédelmi előírások betartásával végezzük.
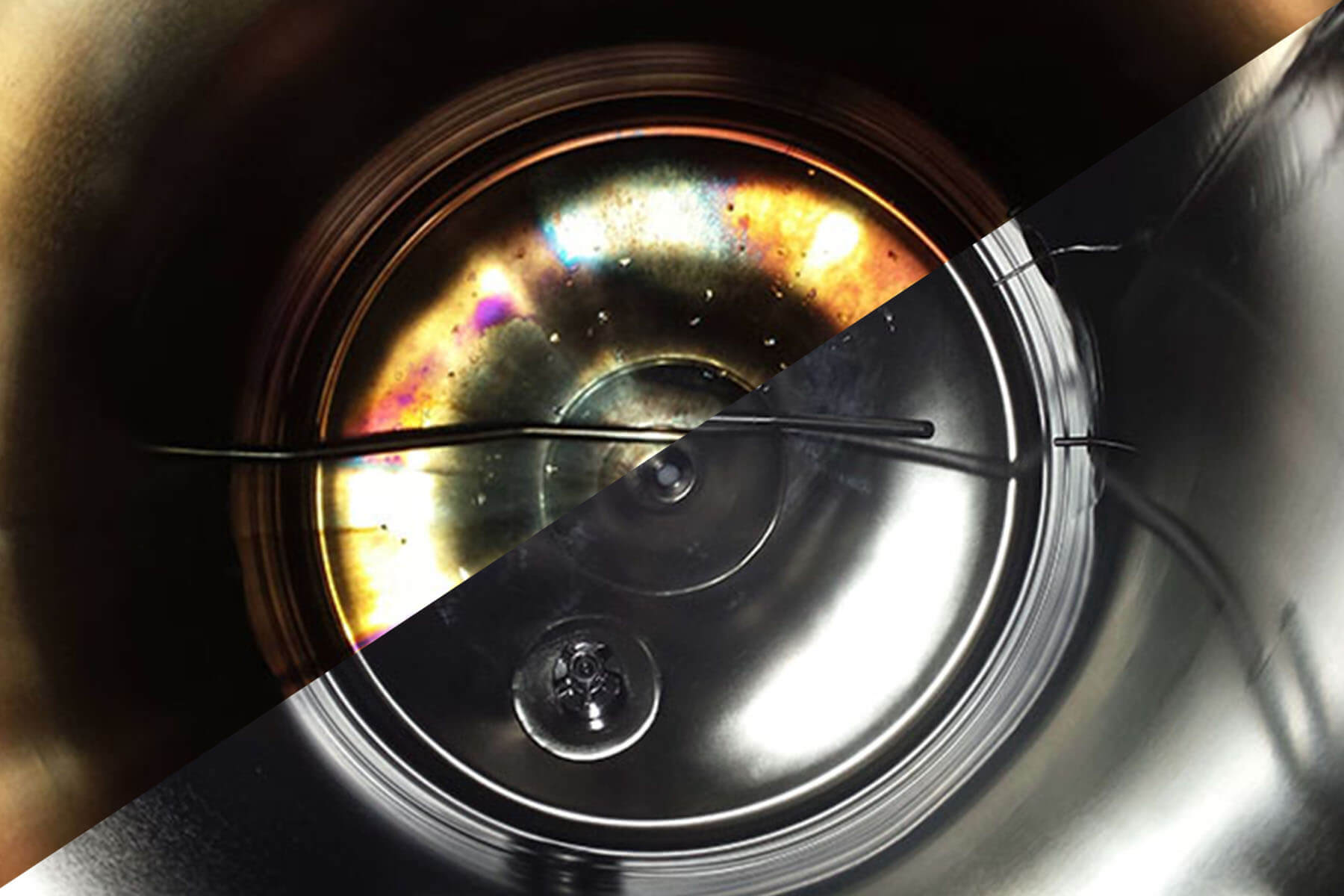
Tisztítás, passziválás
A gyógyszeripari gyártóknak a termékeik előállításánál gondoskodniuk kell arról, hogy termék- és elosztórendszereikben, tartályaikban vagy berendezéseikben ne legyenek szennyeződések és korrózió (rozsda vagy rúzs, rouge). Ezért a víz, gőz vagy termékvonalak rozsdamentes acél rendszerének korróziómentesnek kell lennie. A karbantartási vagy szerelési feladatok elvégzése után, de még az üzembehelyezések előtt a berendezések és rendszerek alapos tisztítására és passziválására van szükség.
A művelet történhet árasztással, keringtetéssel és szórásos eljárással egyaránt. Amennyiben egyedi igények szerint és céllal történik a tisztítás pl. valamilyen lerakódás eltávolítása az alkalmazott anyagok és műveleti paraméterek változhatnak. Alap esetben a tisztító médium lúgos oldat, a passziválást pedig oxidáló hatású vegyszerek pl salétromsav, citromsav, stb. felhasználásával végezzük. A munkálatokhoz speciális, egyedi berendezéseket és eszközöket használunk és kiemelt szempont a munkabiztonság is.
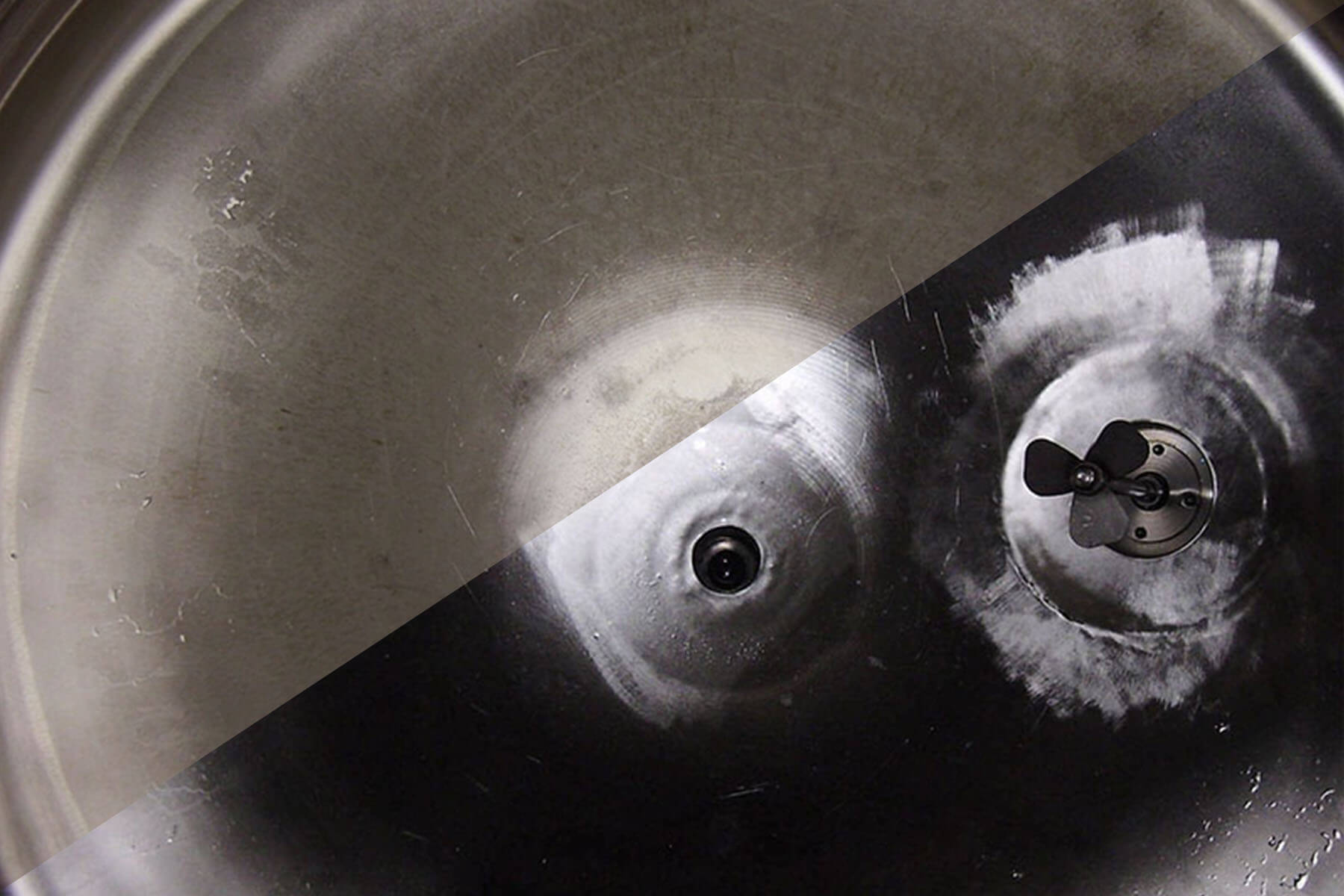
Rúzstalanítás
A „rúzs” vagy „rouge” egy általános kifejezés a nagyon tiszta rozsdamentes acél rendszerek különféle elszíneződéseinek leírására. Fém (elsősorban vas) oxidokból áll. Eltérő mértékű rúzsosodással találkozhatunk. Innovatív megoldásként cégünk a tisztítási műveleteket pH-semleges médiumok felhasználásával végzi.
Ezzel egyszerre kíméljük a berendezések nemesacél felületeit pl. hegesztéseket, csökkentjük a munkavédelmi kockázatokat és környezetvédelmi terhelést, illetve megbízható sokszorosan bizonyított, jó minőségű megoldást garantálunk megbízóinknak.
Vörös vagy narancssárga rúzs
A vörös vagy narancssárga rúzs általában külső forrásból származik. Ez általában a felület enyhén tapad és száraz felületen porszerű lerakódásként jelenik meg. A legtöbb ilyen rúzs olyan fém-oxid részecskék, amelyek a rúzs eróziója vagy a kavitáció által a szivattyú járókerekein vagy belső részein meglazulnak, leválnak és terjednek. Az ilyen típusú rúzs kémiai úton „rúzstalanítással” vagy elektropolírozással viszonylag könnyen eltávolítható. A rúzstalanítás után a felületet passziválni kell.
Vöröses-barnás-kékes rúzs
A vöröses-barnás-kékes tipusú rúzs formálódik azon a helyen, ahol látható és ahol esetleg a klorid expozíció kiváltotta. Jellemzően vörös, vöröses-narancs vagy barnás színű. A rúzstalanítási eljárás eltávolítja a rúzst, de szükséges lehet elektropolírozásra. A rúzstalanítás után a felületet passziválni kell.
Sötétbarna-fekete rúzs
A sötétbarna-fekete rúzs rendszerint magnetit nevű vas-oxidot tartalmaz, amely fekete színű és magas hőmérsékletű gőzrendszerekben képződik. Gyakran viszonylag magas szilícium-dioxid-tartalommal rendelkezik, ami ellenállóvá teheti a vegyi eltávolítással szemben, ami agresszívebb vegyi anyagok alkalmazását teszi szükségessé. Fényes felületeken erősen tapadó és fényes lehet, de durva felületeken kevésbé szorosan tapadó és poros megjelenésű is lehet. Amennyiben a teljeskörű eltávolítás a cél, érdemes mérlegelni a felhasznált agresszív kémiai oldatok használatával járó egyéb kockázatokat.
Mindegyik rúzs típusnak sajátos kémiája és helyreállítási folyamata van. A rúzstalanítási eljárást követően elengedhetetlen a rendszerek és berendezések újra passziválása a fokozott korrózióállóság biztosítása érdekében.
Technológiai fejlesztés

SAJTÓKÖZLEMÉNY
A POLIGRAT Magyarország Kft eszköz beruházással, Elektrokémiai-, kémiai anyagleválasztó berendezés beszerzéssel technológiai fejlesztést valósított meg.
A beruházási projekt a Pest Megye Területfejlesztési Programja keretében a Pest megyei fejlesztési előirányzatból a Magyar Állam támogatásával valósult meg.
A kapott támogatás összege: 21.791.000,- Forint. A projekt összköltsége: 39.600.000,- Forint volt
A POLIGRAT Magyarország Kft fémipari gyártmányok, félkész termékek vegyi felületkezelésével foglalkozik.
Jelen pályázat keretében a társaság technológiai fejlesztést valósított meg.
A munkafolyamat hatékonyságát jelentősen növeli programvezérelt árumozgatás automata vagy félautomata üzemmódban. A projekt keretében beszerzésre kerültek galvanizáló kádak, árumozgató berendezés, PLC vezérlő berendezés, és galvanizáló egyenirányító áramforrás.
A projekt eredményeként hatékony munkavégzés, a jövedelmezőség és versenyképesség javulása, a működési költségek csökkentése és a munkahelymegtartó képesség erősödése várható.
Telephely fejlesztés

SAJTÓKÖZLEMÉNY
A POLIGRAT Magyarország Kft telephely fejlesztési beruházást valósít meg.
A beruházási projekt a Pest Megye Területfejlesztési Programja keretében a Pest megyei fejlesztési előirányzatból a Magyar Állam támogatásával valósult meg.
A kapott támogatás összege: 31.330.156,- Forint. A projekt összköltsége: 56.963.920,- Forint
A POLIGRAT Magyarország Kft fémipari gyártmányok, félkész termékek vegyi felületkezelésével foglalkozik.
Jelen pályázat keretében a társaság telephely fejlesztést valósít meg.
A projekt eredményeként a bővül raktározási kapacitás, hatékonyabbá válik a termékek cégen belüli mozgatása. A szerelés és csomagolás részlegeken
az áttekinthetőbb munkafolyamatoknak köszönhetően a működési költségek csökkentése és a munkahelymegtartó képesség erősödése várható.
Eszköz beruházás

A POLIGRAT Magyarország Kft új berendezések beszerzésével fejlesztést és korszerűsítést valósított meg.
A beruházási projekt a Pest Megye Területfejlesztési Programja keretében a Pest megyei fejlesztési előirányzatból a Magyar Állam támogatásával valósult meg.
A kapott támogatás összege: 32.852.566,- Forint. A projekt összköltsége: 59.511.755,- Forint volt
A POLIGRAT Magyarország Kft fémipari gyártmányok, félkész termékek vegyi felületkezelésével foglalkozik.
Jelen pályázat keretében a társaság fejlesztést és korszerűsítést valósított meg.
A munkavégzés hatékonyabb olyan eszközökkel, melyek segítségével rövidebb idő alatt és jobb minőségben elvégezhetők a műveletek. A projekt keretében beszerzésre
kerültek termeléstámogató szoftver, árumozgató berendezés, egyenirányító áramforrás, vízkezelő berendezés.
A projekt eredményeként hatékonyabb munkavégzés, a jövedelmezőség és versenyképesség javulása, a működési költségek csökkentése és a munkahelymegtartó
képesség erősödése várható.
ÜZLETI ÉS TERMELÉSI FEJLESZTÉS

A POLIGRAT Magyarország Kft üzleti és termelési fejlesztési beruházást valósít meg.
A beruházási projekt az Európai Regionális Fejlesztési Alap -ból a Magyar Állam és az Európai Unió támogatásával valósult meg.
- A projekt azonosítószáma: VEKOP-1.2.6-20-2020-01556
- A kapott feltételesen visszatérítendő támogatás összege: 16,2 MILLIÓ FORINT
- A támogatás mértéke: 51,333332%
- A projekt befejezési dátuma: 2022.09.08.
A POLIGRAT Magyarország Kft fémipari gyártmányok, félkész termékek vegyi felületkezelésével foglalkozik.
A projekt eredményeként napenergia hasznosítás, hatékonyabb anyagkezelés és raktározás valósulhat meg. A működési és energia költségek csökkenése és a vállalkozás munkahely megtartó képesség erősödése várható.
Kapcsolat
Poligrat Magyarország Kft.
2170 Aszód, Céhmester u. 8.
Amennyiben telefonon szeretné felvenni a kapcsolatot, örömmel válaszolunk a kérdéseire, hívjon minket bizalommal! Ha munkatársunk valamilyen oknál fogva éppen nem tudta felvenni a telefont, hamarosan visszahívjuk Önt, leterheltségünk függvényében 24 vagy 48 órán belül!
A kapcsolatfelvétel leggyorsabb és leghatékonyabb módja, ha emailt ír nekünk az árajánlat kérésével vagy igényével kapcsolatban. Minden levélre válaszolunk, leterheltségünk függvényében 24 vagy 48 órán belül!
KÜLDJÖN NEKÜNK ÜZENETET!
Megkeresésére 1 munkanapon belül válaszolunk!
